2. Pipe Forming & Re-cutting
一 Quality requirements
(1)No wrinkles, cracks, pores, or slag inclusions: The formed tee should be free from any visible defects that may affect its performance.
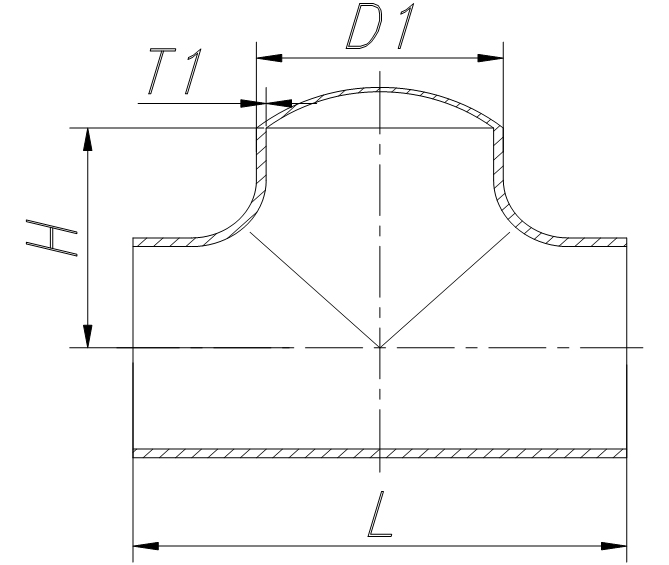
(2)Accurate size:Height, length, outer diameter and thickness.
(3)No wrinkles, cracks, pores, or slag inclusions: The formed stainless steel tee should be free from any visible defects that may affect its performance.
二 Testing means
(1) Visual inspection: No wrinkles, cracks, pores, etc
(2) Caliper rule: Measure key dimensions of the tee, such as height, length and outside diameter.
(3) Thickness gauge
三 Testing methods
(1) First article inspection
(2) Spot check
3. Annealing
It’s an important heat treatment process used in production to improve the mechanical properties and processing properties of materials. Heat and slow cooling to reduce processing stress, increase plasticity, improve micro structure and homogenize material organization.
一 Quality requirements
Hardness level: The annealed equal tee should reach the standard hardness level, which facilitates subsequent processing and forming.
二 Testing means
Hardness tester: Use methods such as Brinell hardness (HB), Rockwell hardness (HR), or Vickers hardness (HV) to measure the hardness of the annealed tee.
三 Testing methods : Spot check
(1) Temperature control: Ensure that the annealing temperature meets the requirements of the material.
(2) Heating rate:Avoid excessive heating that could lead to internal stress in the material.
(3) Soaking time: Allow sufficient holding time for the material's internal structure to fully transform.
(4) Cooling rate: Use slow cooling or furnace cooling methods to achieve the desired annealing effect.
4. Pickling
It is a chemical process used in production to remove surface oxidation, oil and other impurities.
一 Quality requirements
(1) Uniform color: The pickled tee should have a consistent metallic color.
(2) No surface oxidation: The pickling process should effectively remove any surface oxidation.
(3) No oil residue on the surface.
二 Testing means: Visual inspection
三 Testing methods : First article inspection & Spot check
(1) Concentration of pickling solution: The pickling solution should effectively remove oxide without excessive corrosion of the material.
(2) Pickling time: Determine the appropriate duration for the pickling process.
(3) Cleaning
(4) Neutralizing treatment: Use neutralizing solution to neutralize residual acid on the surface.
5. Sizing & Shaping
(1) Suitable equipment
(2) Skilled operation
(3) Size check
(4) Defect record
6. Polishing
It can remove the surface of the small uneven, this process is mainly rough polishing, easy to roll sand blasting surface treatment.
(1) Polishing medium: Select the appropriate polishing medium, such as a polishing wheel or polishing paste, to suit the characteristics of the stainless steel material.
(2) Polishing speed: Control the polishing speed to avoid surface burns or inefficiency.
(3) Environmental control: Prevent dust and foreign matter from contaminating the polished surface.
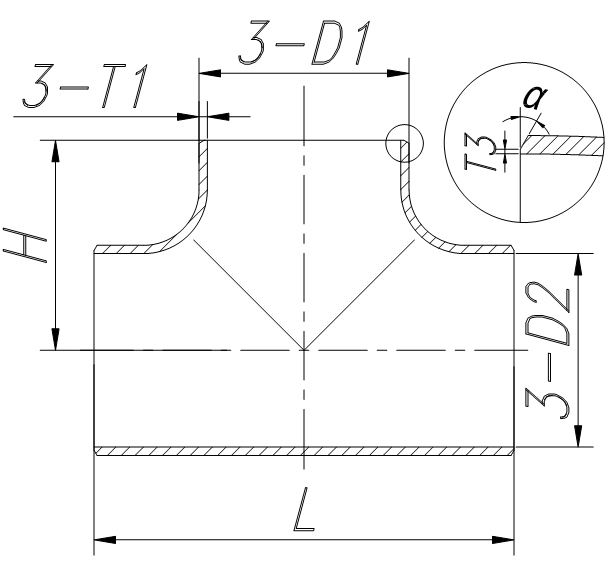
7. Chamfer: edge weld
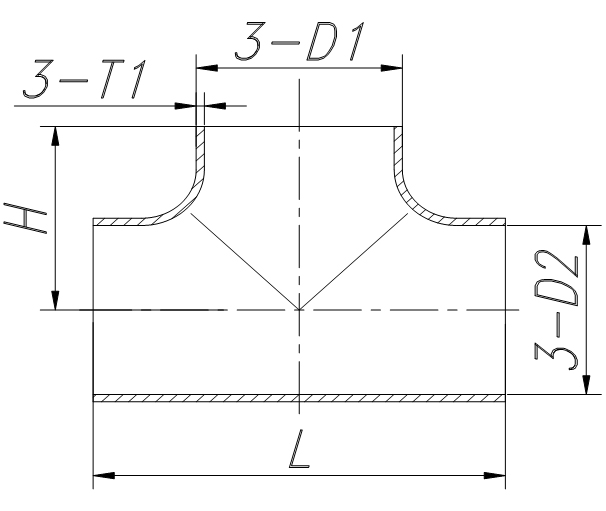
Dimensional accuracy: Ensure the height (H), length (L), wall thickness (T1), outside diameter (D1), inside diameter (D2), groove angle (α), and chamfer size (T3) meet the design requirements for accurate and strong welding.
8. Sand-blasting & Passivation
(1) Rolling media: Select the appropriate media, such as sandpaper, grinding wheel, or belt, to remove surface burrs.
(2) Passivation solution: Use nitric acid or chromate solution to form an oxide film on the surface.
(3) Washing and neutralization: Thoroughly rinse the tee to remove any remaining sand and passivation fluid, then neutralize to reduce environmental impact.
9. Marking
(1) Clear font: Ensure the marking is legible.
(2) Accurate information: Include relevant information such as TS (special equipment), logo, company trademark, product name, nominal diameter, tube number, standard number, and material.
(3) Marking symmetry
(4) In line with international market norm
10. Packing
(1) Bag sorting or protection
(2) Pallet, plywood box or wooden case
(3) Clear shipping mark: Include clear shipping marks on the package, indicating product information, contents, dimensions, weight, handling instructions, and other relevant details.
(4) Dry storage condition
















